

Верујем у ПВЦ цев са завртњем за екструзију јер користи врхунски легирани челик и напредне премазе. Видим како му ове карактеристике помажу да се одупре топлоти, притиску и хабању. У поређењу са стандардним опцијама, врхунска...ПВЦ цев са једним завртњемтраје до шест пута дуже. Такође се ослањам наједношрафна цев за дување калупаи једанЕкструдер за ПЕ цеви са једним завртњемза тешке послове.
Материјал и конструкција ПВЦ цеви са завртњем за екструзију

Избор премиум легираног челика
Када бирам ПВЦ цев са завртњем за екструзију, фокусирам се на легирани челик. Прави челик чини сву разлику у издржљивости и перформансама. Ослањам се на материјале као што су38CrMoAlA и 42CrMoјер они нудевисока чврстоћа и одлична отпорност на хабањеОви челици подносе тешке услове екструзије, укључујући високе температуре и притисак. Такође тражим бурад са биметалним облогама или облогом од нерђајућег челика када ми је потребна додатна заштита од корозије изазваних једињењима хлора у ПВЦ-у.
Ево неких од најчешћих легираних челика и њихове употребе:
| Легирани челик / Материјал | Кључне карактеристике | Примена у ПВЦ бурадима са завртњима |
|---|---|---|
| AISI 4140 | Добра чврстоћа, термички обрадив, широко доступан | Стандардно за већину ПВЦ цеви са завртњима |
| AISI 4340 | Већа чврстоћа, боља пенетрација термичке обраде | Користи се за дубоке летове или вијке малог пречника |
| Нитралој 135-М | Алуминијум за нитрирање, побољшана отпорност на хабање | Нитриране површине за дужи век трајања |
| Нерђајући челик 17-4 PH | Јака, отпорна на корозију | Мањи шрафови којима је потребна отпорност на корозију |
| Алатни челици D2 и H13 | Висока отпорност на хабање, термички обрадив, отпоран на корозију | Подручја са високим абразијом, чауре, пластификујући вијци |
| CPM алатни челици (CPM 10V, итд.) | Супериорна отпорност на абразију и корозију | Пуњена једињења, дуготрајна отпорност на хабање |
Увек бирам квалитет челика на основу захтева процеса екструзије. Легирани челици високе чврстоће и биметалне легуре ми дају поверење да ће цев са завртњем од ПВЦ цеви за екструзију трајати годинама интензивне употребе.
Напредни третмани површине и тврдоћа
Површинска обрада игра огромну улогу у томе колико дуго трају цеви мојих завртњева. Користим нитрирање да бих створио тврди слој на челику, који може достићи и до 70 HRC. Овај слој је отпоран на хабање и напрезање, чак и када је цев изложена високом притиску и температури. Хромирање додаје глатку површину и смањује трење, што олакшава чишћење и побољшава проток топљења. Понекад бирам биметалне легуре или премазе од волфрам карбида за још већу отпорност на хабање.
Савет: Нитрирање формира нитридни слој дебљине око 0,5-0,8 мм, који штити цев од хабања и корозије. Хромирање, обично дебљине 10-50 микрона, одржава површину глатком и помаже у спречавању накупљања материјала.
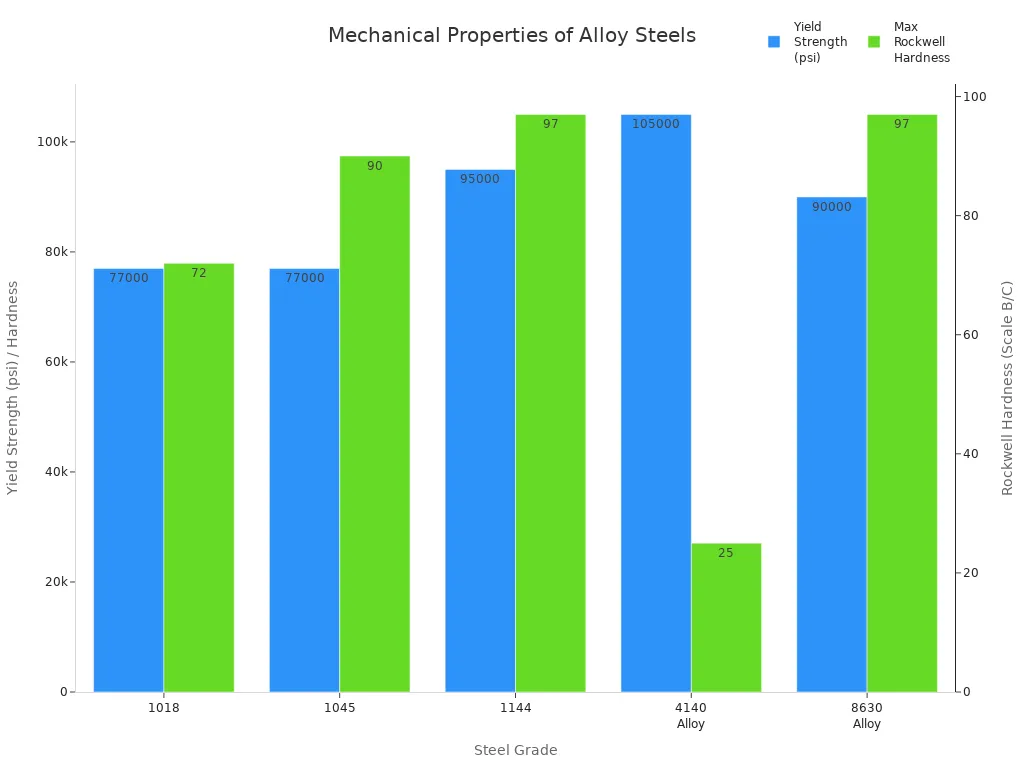
Ево кратког прегледа механичких својстава челика које користим:
| Врста челика | Граница течења (psi) | Максимална тврдоћа по Роквелу (скала) | Напомене о својствима и употреби |
|---|---|---|---|
| Легура 4140 | 60.000 – 105.000 | C20 – C25 | Чврст, дуктилан, отпоран на хабање |
| 17-4 PH нерђајући челик | 110.000 | Ц40 | Јака, отпорна на корозију |
| Д2 алатни челик | 90.000 | Ц55 | Висока отпорност на хабање, отпорност на корозију |
Површински третман увек усклађујем са врстом пластике и адитива које користим. На овај начин, моја цев са завртњима од ПВЦ цеви за екструзију остаје поуздана и ефикасна.
Прецизна производња и структурни интегритет
Прецизна производња је кичма издржљивог цеви за завртање. Верујем да ће CNC обрада одржати толеранције уске, понекад прецизне и до ±0,01 мм. Ова тачност осигурава савршено спајање завртња и цеви, што је кључно за ефикасан транспорт и мешање ПВЦ-а. Пажљиво пратим геометрију завртња - ходове, дубину канала, корак и степен компресије. Ове карактеристике ми помажу да контролишем притисак и температуру, спречавајући деградацију материјала.
- Користим вакуумске одводне секције и елементе за мешање да бих уклонио заробљене гасове и темељно измешао адитиве.
- Грејни елементи и канали за хлађење у цеви ми омогућавају да контролишем температурне зоне, одржавајући растоп стабилним.
- Интегрисани контролни системи ми омогућавају да пратим и подешавам процес у реалном времену, одржавајући димензионалну тачност и спречавајући недостатке.
Ако приметим било какво хабање или одступање у димензијама, брзо реагујем. Чак и мале промене могу смањити капацитет транспорта и ефикасност пластификације, што доводи до неравних зидова цеви или нерастопљених честица. Одржавањем прецизности, осигуравам да моја ПВЦ цев са завртњем за екструзију пружа конзистентан квалитет и дуг век трајања.
Дизајн и оперативне предности ПВЦ цеви са завртњем за екструзију

Оптимизована геометрија шрафа и равномерно храњење
Када бирам цев са завртњем за ПВЦ цеви за екструзију, обраћам велику пажњу на геометрију завртња. Прави дизајн ми помаже да постигнем глатко и равномерно довод ПВЦ материјала. Тражим карактеристике које подржавају ефикасан транспорт и мешање. Ево неких кључних елемената дизајна које узимам у обзир:
- Дубљи летви и канали у транспортном делу брзо померају материјал без изазивања превеликог смицања.
- Дубина канала се смањује од зоне транспорта до зоне мерења, што уравнотежује топљење и мешање.
- Већи корак лета помера више материјала са мањом силом, док елементи за обрнуто кретање помажу у контроли протока и побољшању мешања.
- Секција за довод одржава проток материјала и спречава блокаде.
- Компресиони део топи и меша ПВЦ, користећи топлоту од трења.
- Мерни део обезбеђује сталан излаз растопљеног материјала.
Увек се уверим да геометрија завртња одговара својствима ПВЦ-а и потребама процеса екструзије. Овај пажљиви дизајн ми помаже да избегнем недостатке и одржава стабилан проток материјала.
Ако приметим било какво хабање на завртњу, брзо реагујем. Чак и мале промене у геометрији могу проузроковати неравномеран проток и дефекте у финалној цеви. Одржавањем завртња у врхунском стању, одржавам висококвалитетну екструзију и смањујем отпад.
Интегрисани системи грејања и хлађења
Прецизна контрола температуре је неопходна за производњу јаких и конзистентних ПВЦ цеви. Ослањам се на напредне системе грејања и хлађења уграђене у цев за завртање. Ови системи ми помажу да одржим температуру баш како треба током сваке фазе екструзије.
| Тип система | Опис | Контекст апликације |
|---|---|---|
| Систем грејања | Електричне методе загревања, као што су индукцијско и отпорно грејање, примењене изван цеви | Обезбеђује топлоту потребну за топљење ПВЦ-а |
| Систем хлађења | Системи за хлађење водом или ваздухом; ваздушно хлађење за мале екструдере, водено за веће | Спречава прегревање и одржава стабилну температуру |
Користим температурне сензоре за праћење процеса у реалном времену. Аутоматизоване контроле подешавају грејање и хлађење по потреби. Ова поставка одржава константну температуру топљења, што је важно за квалитет цеви и димензионалну тачност.
- Контрола температуре у свакој зони осигурава да се ПВЦ потпуно и равномерно топи.
- Одговарајућа температура матрице спречава прерано савијање или стврдњавање цеви.
- Системи за хлађење помажу цеви да задрже свој облик и смање унутрашњи напон.
Са овим системима, могу се брзо прилагодити променама и избећи недостатке попут неравних зидова или грубих површина.
Отпорност на хабање, корозију и висок притисак
Пужњача за ПВЦ цеви за екструзију подлеже тешким условима. Бирам бурад направљена од специјалних легура и са напредним премазима отпорним на хабање и корозију. Обрада ПВЦ-а може ослободити хлороводоничну киселину, која напада обичан челик. Да бих то спречио, користим биметална бурад са облогама богатим никлом и тврдим премазима попут волфрам карбида.
- До хабања од адхезије долази када се метални делови трљају један о други.
- Абразивно хабање долази од пунила попут стаклена влакана или минерала у ПВЦ-у.
- Корозивно хабање је узроковано хемикалијама које се ослобађају током обраде.
Такође се уверавам да се материјали завртња и цеви подударају. Ово спречава проблеме због различитих брзина ширења при загревању. Редовне провере и одржавање ми помажу да рано уочим хабање и избегнем веће поправке.
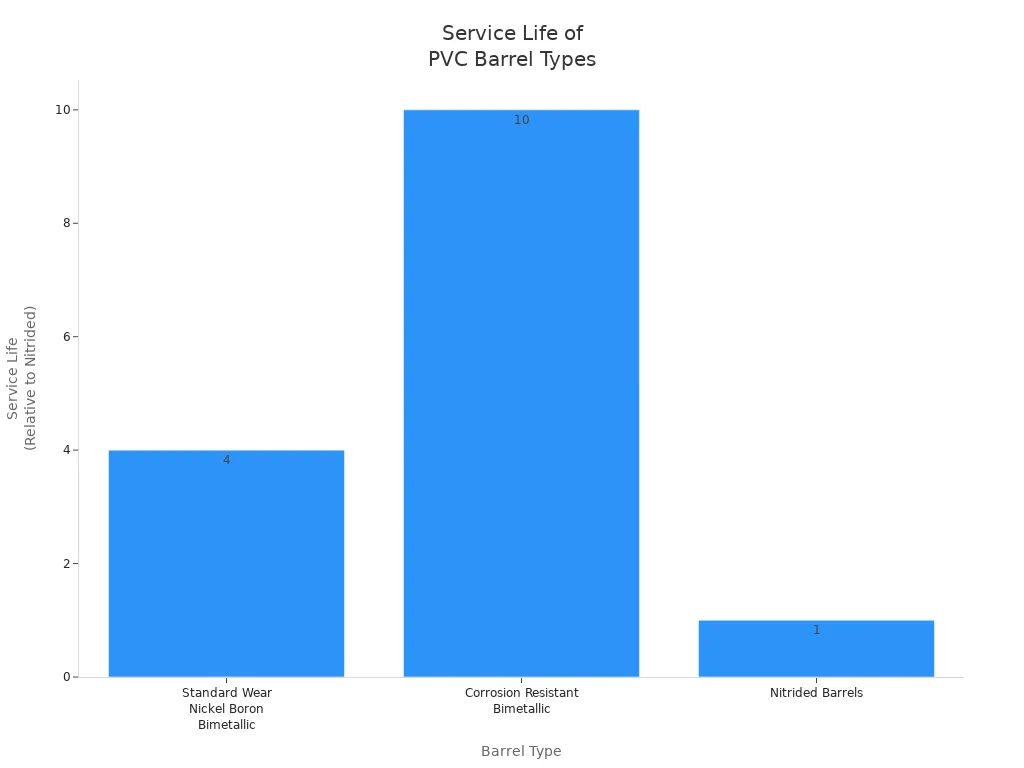
| Тип бурета | Отпорност на хабање | Отпорност на корозију | Век трајања у поређењу са нитрираним бурадима |
|---|---|---|---|
| Стандардно хабање никл бор биметални | Одлична отпорност на хабање | Умерена отпорност на корозију | Најмање 4 пута дуже |
| Биметални отпорни на корозију | Одлична отпорност на хабање | Одлично против HCl и киселина | Више од 10 пута дуже у корозивним атмосферама |
| Нитриране бурад | Висока површинска тврдоћа | Слаба отпорност на корозију | Основна линија (1x) |
Коришћењем ових материјала и дизајна продужавам век трајања моје опреме и одржавам производњу глатко, чак и под високим притиском и са абразивним материјалима.
Доследан квалитет екструзије и продужени век трајања
Знам да је константан квалитет кључан у производњи ПВЦ цеви. Пратим важне параметре попут температуре, притиска и брзине како бих процес одржао стабилним. Користим прецизне алате за проверу димензија цеви и тражење површинских недостатака. Аутоматизовани системи ми помажу да рано откријем проблеме и да процес тече по плану.
- Пратим обим производње, стопе дефекта и потрошњу енергије да бих измерио перформансе.
- Редовно одржавање и провере поравнања ми помажу да избегнем застоје.
- Издржљиве цеви за завртње са биметалним премазима смањују колико често морам да се заустављам ради поправки.
Када инвестирам у висококвалитетни бурад за екструзију ПВЦ цеви, видим мање кварова и мање отпада. Трошкови одржавања се смањују и могу лакше да обрађујем рециклиране материјале. Такође примећујем мању потрошњу енергије јер опрема ради ефикасније.
По мом искуству, ове предности доводе до значајних уштеда трошкова и веће продуктивности. Могу да испуним рокове испоруке и да моји купци буду задовољни.
Улажем у ПВЦ цев са завртњем за екструзију јер пружа дуготрајне перформансе и конзистентан квалитет цеви.
- Модуларни дизајн цеви и напредни материјали смањују време застоја и трошкове одржавања.
- Редовне инспекције и одговарајући премази ми помажу да испуним индустријске стандарде.
| Корист | Резултат |
|---|---|
| Висока издржљивост | Нижи оперативни трошкови |
| Напредна технологија | Побољшано задовољство купаца |
Честа питања
Како да одржавам цев са завртњима од ПВЦ цеви за екструзију?
Редовно чистим цев. Проверавам да ли има хабања и корозије. Брзо замењујем истрошене делове. Користим препоручена мазива и пратим подешавања температуре.
Савет: Закажите месечне прегледе како бисте открили ране знаке хабања.
Која површинска обрада најбоље функционише за екструзију ПВЦ-а високог абразивног отпора?
За већину послова преферирам нитрирање. Користим биметалне или волфрам-карбидне премазе када обрађујем абразивна једињења. Ови третмани продужавају век трајања и отпорни су на хабање.
Могу ли прилагодити геометрију завртња за различите величине ПВЦ цеви?
Сарађујем са произвођачима на прилагођавањупречник вијка, корак и дубина летења. Прилагођена геометрија ми помаже да постигнем оптималан ток растопљеног материјала и конзистентан квалитет цеви за било коју величину.
| Опција прилагођавања | Корист |
|---|---|
| Пречник | Одговара дебљини цеви |
| Тон | Контролише проток материјала |
| Дубина лета | Побољшава квалитет мешања |

Време објаве: 27. август 2025.