

Екструзија са једним завртњем користи један ротирајући завртањ, док екструзија са два завртња користи два завртња која се међусобно спајају ради побољшаног мешања. Ова разлика утиче на квалитет производа и контролу процеса. За једноставну производњу великих количина,...Једнострука пластична цев са завртњемодговара већини потреба.Бурад екструдера са два вијкаиДвоструки вијци за пластичне екструдереистичу се у сложеном мешању.
Објашњење екструзије са једним вијком
Како функционише екструзија са једним вијком
Екструзија са једним завртњем користи један ротирајући завртањ унутар загрејаног бурад. Завртањ помера сирови пластични или гумени материјал напред, где га трење и топлота топе. Растопљени материјал пролази кроз матрицу и формира континуирани облик. Оператори контролишу кључне параметре процеса као што су температура бурад (обично 160–180 °C), брзина завртња и температура матрице. Брзина јединице за намотавање и температура резервоара за воду помажу у контроли пречника и хлађења финалног производа. Завртањ обавља...три главне функције: транспорт, топљење и мешање. Дизајн буретаКарактеристике попут тврдог каљења и хромирања смањују трење и лепљење, обезбеђујући гладак рад.
Предности екструзије са једним вијком
Произвођачи бирајуекструзија са једним вијкомзбог своје једноставности и исплативости. Дизајн омогућава лак рад и одржавање. Нижа почетна улагања и оперативни трошкови чине га атрактивним за многа предузећа.Енергетска ефикасностистиче се јер систем користи оптимизовано грејање и мање покретних делова. Оператори могу постићи конзистентан квалитет производа подешавањем температуре, притиска и брзине шрафа. Систем обрађује широк спектар сировина, што га чини свестраним за различите производне потребе.
Савет: Редовно одржавање и праћење енергије у реалном времену могу додатно побољшати ефикасност и квалитет производа.
Ограничења екструзије са једним вијком
Екструзија са једним завртњем суочава се са неким изазовима. Пропусност може постати нестабилна при великим брзинама завртња, што ограничава брзину производње. Одржавање температуре топљења и хомогености производа може бити тешко, посебно код сложених материјала. Процес може имати проблема са напредним мешањем или формулацијама које захтевају прецизну контролу. Понашање при додавању и пропусност такође у великој мери зависе од дизајна завртња и геометрије отвора за додавање.
Типичне примене екструзије са једним вијком
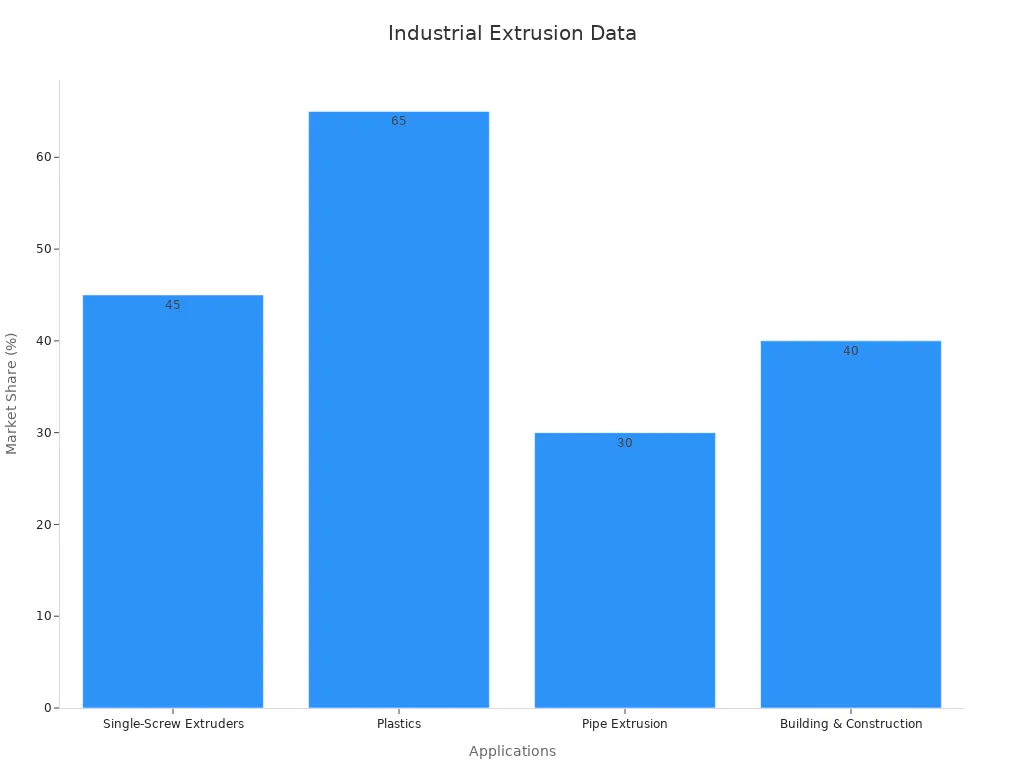
Екструзија са једним завртњем налази примену у многим индустријама. Паковање предњачи на тржишту, са око 60% удела, производећи филмове и лимове од полимера попут PE, PP и PVC. Грађевински сектор га користи за цеви и профиле, док се произвођачи аутомобила ослањају на њега за унутрашње и спољашње делове. Медицинска, роба широке потрошње и електронска индустрија такође имају користи од ове технологије.
| Тип модела | Пречник завртња (мм) | Однос Л:Д | Снага мотора (kW) | Излазни капацитет (кг/х) | Напомене о ефикасности и стандардима |
|---|---|---|---|---|---|
| Високо ефикасан један вијак | 60 – 120 | 38:1 | 110 – 315 | 465 – 1300 | 20-30% већа цена; Siemens AC мотори, CE сертификат |
| Нормални стандардни један вијак | 60 – 120 | 33:1 | 55 – 315 | 150 – 900 | Стандардне компоненте квалитета |
Преглед двоструке екструзије са вијцима
Како функционише двострука екструзија са вијцима
Екструзија са два вијкаКористи два међусобно повезана вијка која се ротирају унутар загрејаног бурета. Оператори убацују сировине попут пелета или праха у левак. Вијци померају материјал напред, компресујући га и гњечећи. Топлота из бурета и трење вијка топе материјал. Специјализовани елементи вијка мешају и хомогенизују растоп, обезбеђујући равномерну дисперзију адитива. Растопљени материјал затим пролази кроз калуп да би се формирао финални производ. Модуларна бурад са зонама грејања и хлађења омогућавају прецизну контролу температуре. Зоне вентилације уклањају ваздух и испарљиве материје, побољшавајући квалитет производа.
Предности двоструке вијчане екструзије
Екструзија са два вијка нуди неколико предности:
- Супериорно мешање и хомогенизација захваљујући међусобно испреплетаним шрафовима.
- Високе силе смицањапобољшати мешање и уједначеност производа.
- Модуларни дизајн омогућава лако прилагођавање различитим материјалима.
- Побољшана контрола температуре смањује термичку деградацију.
- Висока пропусност и продуктивност подржавају производњу великих размера.
- Флексибилне конфигурације шрафова оптимизују обраду различитих полимера.
- Боља контрола процеса са независним подешавањем брзине и температуре шрафа.
- Дужи век трајања опреме јер се терет дели између два завртња.
| Технички аспект | Опис |
|---|---|
| Супериорно мешање и хомогенизација | Испреплетани вијци стварају ефекте смицања и гњечења за равномерно мешање. |
| Висок проток и продуктивност | Ко-ротирајући завртњи омогућавају веће стопе производње и ефикасност. |
| Свестраност | Способан за обраду различитих полимера и сложених формулација. |
Слабости двоструке вијчане екструзије
- Двошрафни екструдери имају сложену структуру и већу цену.
- Проток материјала унутар екструдера је тешко моделирати и предвидети.
- Флуктуације притиска могу се јавити због геометрије завртња.
- Праћење величине честица и стабилности процеса представља изазове.
- Прелазак из лабораторије у производњу захтева пажљиво прилагођавање.
Уобичајена употреба за екструзију са два вијка
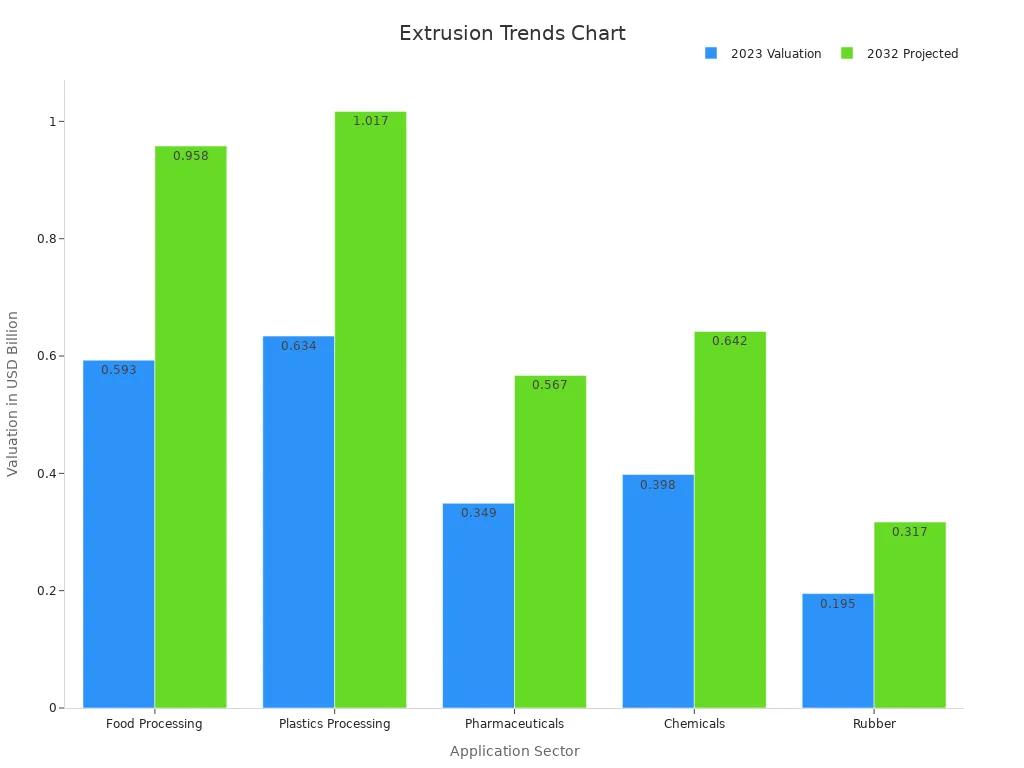
Двопужни екструдери играју кључну улогу у многим индустријама. Произвођачи их користе за мешање пластике, прераду рециклираних материјала и производњу биопластике. Прехрамбена индустрија се ослања на њих за грицкалице, житарице и храну за кућне љубимце. Фармацеутске компаније користе двопужну екструзију за производњу чврстих дозних облика. Хемијски и гумарски сектори такође имају користи од њиховог прецизног мешања и контроле. Тржиште двопужних екструдера наставља да расте, вођено потражњом у Азијско-пацифичком региону, Европи и Северној Америци.
Екструзија са једним вијком у односу на екструзију са два вијка: кључна поређења

Разлике у дизајну и механизму
Екструзија са једним вијкомкористи један ротирајући завртањ са једноставним спиралним обликом. Овај дизајн гура материјал напред кроз цилиндар. Насупрот томе, екструдери са два завртања имају два међусобно повезана завртња. Ови завртњи се могу окретати у истим или супротним смеровима и често укључују блокове за гњечење ради бољег мешања. Табела испод истиче главне техничке разлике:
| Аспект | Екструдер са једним вијком | Екструдер са два вијка |
|---|---|---|
| Дизајн завртња | Један ротирајући вијак са једноставним спиралним узорком који гура материјал напред. | Два међусобно повезана вијка, могуће ко- или супротно ротирајућа, са сложеним геометријама, укључујући блокове за гњечење. |
| Могућност мешања | Погодно за хомогене материјале и једноставно мешање. | Супериорно мешање захваљујући међусобно испреплетаним вијцима, што омогућава бољу дисперзију адитива и пунила. |
| Пропусност и излаз | Генерално нижи проток и брзине излаза. | Већи проток и излаз, погодни за производњу великих размера. |
| Контрола температуре | Основна контрола над температуром, брзином вијка и притиском у цеви. | Побољшана регулација температуре са унутрашњим зонама грејања/хлађења дуж цеви. |
| Руковање материјалом | Ефикасан за термопластику, еластомере и рециклирану пластику са константним квалитетом производа. | Боље је погодан за формулације високе вискозности, осетљиве на топлоту и сложене формулације које захтевају прецизну контролу. |
| Флексибилност процеса | Мање флексибилан, једноставнији рад и одржавање. | Већа флексибилност захваљујући модуларном дизајну вијка и подесивим параметрима. |
| Способност дегазације | Ограничене могућности дегазације и деволатилизације. | Ефикасно дегазирање и уклањање испарљивих материја, важно за контролу квалитета. |
| Примери примене | Пластичне фолије, цеви, компаундирање, премазивање жице, екструзија лимова, прерада хране. | Комбиновање полимера, прерада хране, фармацеутски производи и обрада сложених материјала. |
Истраживачи попут Шена и сарадника и Састрохартона и сарадника показали су да екструдери са два завртња нуде напредније карактеристике дизајна, као што су бољи смицајни флукс и енергетска ефикасност, посебно за сложене материјале.
Могућности мешања и обраде
Могућности мешања и обраде разликују ове две технологије. Екструзија са једним завртњем добро функционише за једноставне, хомогене материјале. Може да се носи са основним задацима мешања, али се бори са напредним мешањем или формулацијама које захтевају прецизну контролу. Екструдери са два завртња се истичу у мешању. Њихови завртњи који се међусобно преплићу стварају снажне ефекте смицања и гњечења. Ова акција обезбеђује равномерну дисперзију адитива и пунила, што је кључно за висококвалитетне производе. Оператори могу да подесе елементе завртња и зоне цеви како би фино подесили процес за различите материјале. Као резултат тога, системи са два завртња подржавају сложене рецепте и захтевне производне захтеве.
Напомена: За произвођаче којима је потребно да мешају више полимера или додају пунила, двошнени екструдери пружају јасну предност у перформансама мешања.
Пропусност и ефикасност
Пропусност и ефикасност играју главну улогу у избору између ових система. Екструзија са једним пужем обично нуди нижу пропусност, што је чини погодном за мање производне циљеве. Ради на мањим брзинама обраде и даје конзистентне резултате за стандардне производе. С друге стране, екструдери са два пужева постижу већу пропусност и веће брзине обраде. Они подржавају захтеве за великим капацитетом и одржавају квалитет производа чак и са сложеном гранулацијом. Табела испод упоређује кључне метрике:
| Метрика | Екструдер са једним вијком | Екструдер са два вијка |
|---|---|---|
| Пропусност | Мањи проток, погодан за ниске производне циљеве | Већи проток, погодан за захтеве великог капацитета |
| Брзина обраде | Спорије брзине обраде | Брже брзине обраде |
| Квалитет производа | Ограничен интензитет мешања, мање сложена гранулација | Побољшано мешање, подржава сложену гранулацију |
| Оперативни трошкови | Нижи оперативни трошкови због једноставности и енергетске ефикасности | Виши оперативни трошкови због сложености и одржавања |
| Флексибилност | Мање флексибилан, једноставнији рад | Већа флексибилност, може да се носи са сложеним формулацијама |
| Излазне стопе | Генерално ниже стопе производње | Веће стопе производње |
Двошнени екструдери често оправдавају своје веће оперативне трошкове повећаном продуктивношћу и могућношћу руковања захтевнијим материјалима.
Флексибилност и свестраност
Флексибилност и свестраност су неопходни за модерну производњу. Екструзија са једним пужем пружа поуздане перформансе за стандардне производе и материјале. Међутим, нуди ограничену флексибилност при преласку између различитих формулација или типова производа. Екструдери са два пужева истичу се у овој области. На сајму К 2016, напредне линије са два пужева демонстрирале су брзе промене између материјала, боја и дебљина. Неки системи су мењали формате за неколико минута, а не за сате. Ови екструдери су обрађивали вишеслојне филмове са до 11 слојева, рукујући материјалима попут EVOH, најлона и различитих врста полиетилена. Подаци о производњи показали су...Смањење отпада материјала за 45,8%и скоро 29% уштеде енергије након надоградње на флексибилне системе са два пужа. Период поврата инвестиције је такође скраћен за преко 26%. Ова побољшања истичу оперативне предности екструдера са два пужа у сложеним окружењима са више материјала.
Трошкови и разматрања одржавања
Трошкови и одржавање утичу на коначну одлуку многих произвођача. Системи за екструдирање са једним пужем су јефтинији за куповину и рад. Њихов једноставан дизајн значи мање делова за одржавање и мању потрошњу енергије. Рутинско одржавање је једноставно, а време застоја остаје минимално. Екструдери са два пужа захтевају већа почетна улагања. Њихова сложена структура и напредне карактеристике доводе до повећаних потреба за одржавањем и веће потрошње енергије. Међутим, за компаније које производе производе високе вредности или сложене производе, предности флексибилности, протока и квалитета често надмашују додатне трошкове. Избор правог система зависи од балансирања ових фактора са циљевима производње и буџетом.
Избор правог екструдера за ваше потребе
Погодност материјала
Избор правог екструдера почиње разумевањем компатибилности материјала. Кључне компоненте машине као што субрзина вијка, пречник и однос дужине и пречникаутичу на то колико добро екструдер обрађује различите материјале. На пример, виши односи L/D помажу код сложених материјала којима је потребно темељно топљење и мешање. Дизајн бурета, укључујући температурне зоне и вентилацију, подржава осетљиве или рециклиране материјале. Индустријске смернице препоручују усклађивање екструдера са температуром обраде, вискозитетом и брзином протока материјала. Екструзија са једним пужем добро функционише за масовну обраду термопластике, док екструдери са два пужа обрађују сложене формулације у прехрамбеној, фармацеутској и полимерној индустрији.
Обим производње и обим производње
Обим производње и захтеви за излаз играју главну улогу у избору екструдера. Веће брзине излаза могу повећати потрошњу енергије и потребе за одржавањем. Модуларне конфигурације шрафова омогућавају бољу скалабилност и перформансе. Студије показују дапропусност и ниво пуњења утичу на квалитет производа и ефикасност мешањаВећи екструдери захтевају пажљиво подешавање радних параметара како би се одржали конзистентни резултати. Компаније морају да уравнотеже производне циљеве са оперативним трошковима и техничком сложеношћу.
Буџетски и трошковни фактори
Трошкови обухватају и почетне и текуће трошкове. Табела испод приказује кључне факторе трошкова:
| Фактор трошкова | Опис | Утицај на буџет |
|---|---|---|
| Почетна куповина | Варира по величини и типу | Велика почетна инвестиција |
| Сертификација | ISO 9001, CE, итд. | Може повећати куповну цену |
| Одржавање | Потребно је редовно сервисирање | Текуће годишње накнаде |
| Потрошња енергије | Ефикасни модели штеде дугорочне трошкове | Веће унапред, ниже месечно |
| Обука | Потребно за правилно функционисање | 1-3% од куповне цене |
Произвођачи у Азијско-пацифичком региону често имају користи од нижих оперативних трошкова због регионалних предности.
Препоруке засноване на апликацији
Кадаизбор система за екструзијуКомпаније би требало да узму у обзир обим производње, флексибилност добављача и захтеве за квалитетом. За основне производе и мале серије, екструзија са једним пужем нуди једноставност и ниже трошкове. Екструдери са два пужева су погодни за производе великих количина, сложене или иновативне производе који захтевају напредно мешање и флексибилност. Индустрије попут аутомобилске, прехрамбене и фармацеутске често преферирају системе са два пужева због њихове свестраности и квалитета производа. Компаније које циљају на диференцијацију на тржишту могу прећи на екструзију са два пужева како би постигле јединствене карактеристике производа.
- Двоструки вијчани екструдериКористите два завртња за боље мешање и стабилан проток материјала.
- Они обрађују више врста материјала и нуде већу продуктивност.
- Екструзија са једним вијком најбоље функционише за једноставне материјале ниске вискозности.
- За сложене производе или већу ефикасност, компаније би требало да изаберу двошне екструдере.
Честа питања
Која је главна разлика између екструзије са једним вијком и екструзије са два вијка?
Екструзија са једним завртњем користи један завртањ за основну обраду. Екструзија са два завртња користи два завртња за боље мешање и руковање сложеним материјалима.
Који екструдер најбоље функционише за рециклажу пластике?
Двошнени екструдери ефикасније обрађују рециклирану пластику. Они пружају боље мешање и контролу, што побољшава квалитет производа.
Како се одржавање пореди између ове две врсте?
Једношрафни екструдери захтевају мање одржавања.Двоструки вијчани екструдери захтевају више пажњезбог њиховог сложеног дизајна и додатних делова.
Време објаве: 08.07.2025.